光固化
防护
- 3M 6001(有机蒸气),60921(粉黑,有机蒸气),60923(粉黄,有机蒸气,酸性气体),60926(粉绿,多种气体/蒸汽)
调整曝光
-
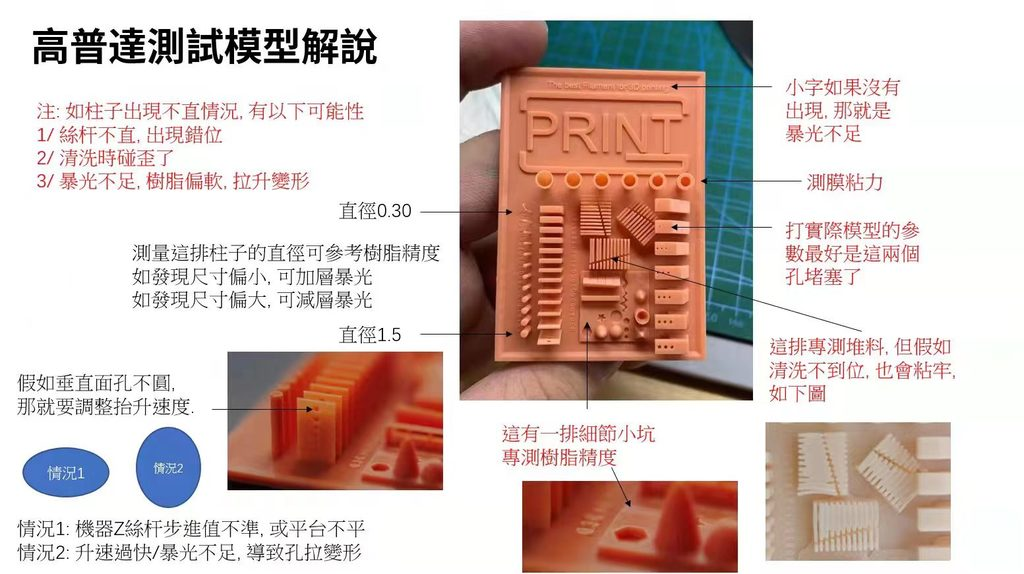
使用高普达测试模型(GoPrint resin test model)
- 测试结果参考
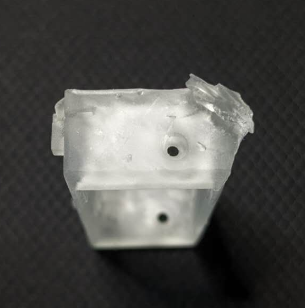
- 曝光不足可能导致模型出现穿孔
- 测试结果参考
-
e的开头是否有粘连,小字有粘连说明过曝,若有打印不全说明欠曝
-
不同直径的细柱用来判断该曝光是否合适某一直径的支撑(要求能打印出来,并且是直的)
-
薄片之间的粘连
-
悬垂的6、7号上的孔洞应被堵住,表明曝光正好
-
底层与底板粘结
- 若粘结不牢/分层:
- 调整过渡层数
- 调高底层曝光
- 粘结强度过高/过紧
- 降曝光
- 若粘结不牢/分层:
-
错层
- 多次打印,错层出现在同一层
- 检查/清洁丝杆
- 多次打印,错层位置不一致
- 离型力偏大,支撑不稳,减少支撑密度
- 树脂质量不好产生分层
- 多次打印,错层出现在同一层
-
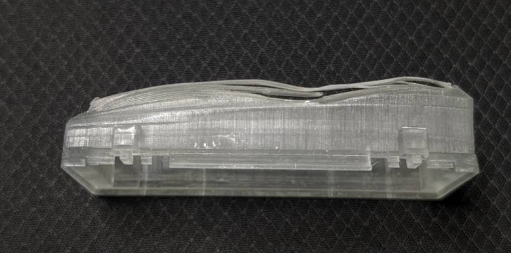
顶层层纹
- 顶层层纹不可能完全避免,只能尽可能减少
- 出现明显层纹:顶层太平了,尝试倾斜45°~70°
-
测试曝光
-
模型表面发白:在清理完模型后要将酒精完全晾干再进行二次固化
-
抽壳一定要打孔,否则固化之后可能开裂,或者就保持实心
-
大面积平面不要平着加支撑,需要一个30°左右的角度
-
续料的时候要缓缓倒入,倒入树脂时的冲击力会影响模型精度
-
过细的支撑容易造成抖动
模型的摆放
- 避免大平面与底板的平行放置,绕任意两个轴旋转一定角度后再放置模型。大平面在与离型膜剥离时容易因受力不均导致成型不良
- 模型是否需要考虑与底板距离,如果有比较尖锐的底角的话要增大距离避免液滴因表面张力留在底角和支撑之间影响成型效果